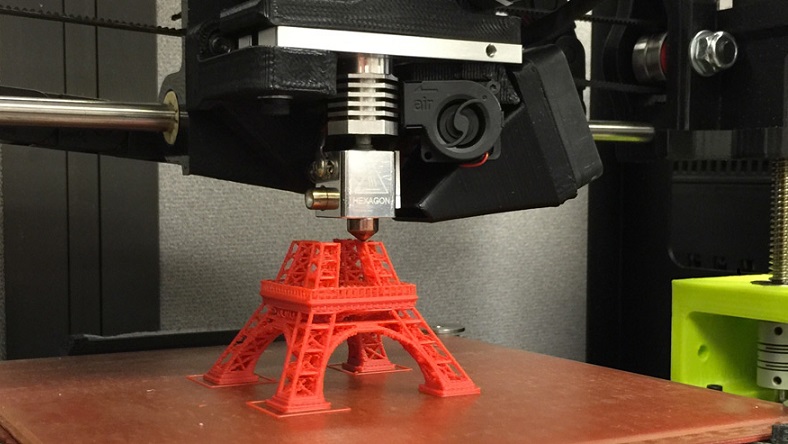
شاید عده ای تصور کنند پرینت سه بعدی نوعی تکنیک چاپ بر روی کاغذ است؛ گویی تصاویر به نحوی روی کاغذ چاپ میشوند که حالتی سه بعدی یا حجم دار دارند، اما اصلاً اینطور نیست. چاپ سه بعدی، تکنولوژی ساخت حجمها میباشد. یعنی شما به کمک این روش میتوانید طرحهای سه بعدی کامپیوتری خود را که در یک فایل به صورت حجم ایجاد کردهاید، به صورت واقعی و حجم دار بسازید و سپس آن را در دست بگیرید.
پرینت سه بعدی به زبانی ساده
به زبانی ساده، پرینت سه بعدی یعنی انباشت لایه به لایهی مواد بر روی هم که منجر به تشکیل و ساخت یک شی ء نهایی می شود. طرح این شی از یک فایل سه بعدی دیجیتال ایجاد می شود. به عبارت بهتر، شما ابتدا در نرم افزاری مانند ۳SD Max فایل طرح سه بعدی خود را میسازید (مانند یک خودروی اسباب بازی یا یک قطعه از خودرو)، سپس آن فایل را به فرمت مناسب چاپ سه بعدی (معمولاً فرمت stl) تبدیل و آن را به نرم افزار پرینتر سه بعدی مورد نظر منتقل میکنید، و در نهایت دستور چاپ را صادر میکنید. پرینتر سه بعدی شی شما را به صورت لایه به لایه از نقطهی صفر شروع به ساخت مینماید.
تکنولوژی پرینت سه بعدی با نامهای دیگری هم خطاب میشود، مانند: چاپ سه بعدی، ساخت افزایشی، ساخت افزودنی و … چاپ سه بعدی تنها عبارت معادل فارسی پرینت سه بعدی است. اما ساخت افزودنی یا افزایشی تعریفی تقریباً مشابه اما در اصل، بسیار متفاوت نسبت به پرینت سه بعدی دارد که در ادامه به آن میپردازیم.
روش تولید افزایشی و کاهشی
در روش تولید افزایشی یا افزودنی، با روی هم قرار دادن مواد به صورت لایه به لایه محصول یا مدل تولید می شود. این مواد می تواند از انواع پلیمرها، فلزات، پلاستیک ها و ماسه باشد و به صورت فیلامنت، پودر و مایع درون دستگاه قرار بگیرد. پرینت سه بعدی یک روش تولید افزایشی است.

تولید افزایشی
در مقابل، در روش تولید کاهشی، قطعات از مواد اولیه خام تولید می شوند. در واقع با انواع روش های ماشین کاری و براده برداری از قطعه خام، ما به محصول دلخواه خود می رسیم. این روش سال ها است که در صدر جدول روش های تولید قرار دارد. روش ماشین کاری CNC یک روش تولید کاهشی است.

تولید کاهشی
تفاوت پرینت سه بعدی و ساخت افزودنی یا افزایشی
عموماً ار پرینت سه بعدی برای زمانی استفاده میشود که منظور ما کاربردهای آماتور، خانگی، سرگرمی و مدل سازی است. مثلاً شما مدل یک اسباب بازی را به کمک پرینت سه بعدی میسازید یا هنگامی که کاردستی برای تکلیف مدرسه ساختهاید، میگویید آن را به کمک تکنولوژی پرینت سه بعدی یا به کمک یک پرینتر سه بعدی ساختهام.
اما هنگامی که شما صحبت از ساخت افزودنی میکنید، منظور یک راهبرد فرایندمحور است. یعنی تولید یک قطعه یا یک سازه از ابتدا به صورت اختصاصی برای تکنولوژی پرینت سه بعدی تدارک دیده شده است و با سایر تکنولوژیهای ساخت مرسوم قابل دستیابی نیست. به عنوان مثال شما یک قطعه مخصوص هواپیما میخواهید بسازید که دیگر دستگاههای تولید انبوه فعلی آن را نمیسازند و فایل طرح سه بعدی آن را هم ندارید. بنابراین در نظر گرفتن روش تولید انبوه یا مرسوم برای آن عملی بیهوده و بسیار هزینه بر است. در این هنگام شما از اولین مراحل ساخت و طراحی، آن قطعه را با در نظر گرفتن اصول پرینت سه بعدی (DFAM: Design for Additive Manufacturing) طراحی کرده، خواص مکانیکی آن را تحلیل نموده و سپس در یک پرینتر سه بعدی مناسب آن را میسازید. قطعه نهایی قابل استفاده بوده و مدل نیست و توانایی قرار گرفتن در یک سیستم (مانند هواپیما) را دارد.
پس ساخت افزودنی یک فرایند است. اما پرینت سه بعدی یک تکنولوژی از جنس ساخت افزودنی میباشد.
کاربردهای پرینت سه بعدی در صنایع مختلف
معمولاً پرینت سه بعدی برای ساخت پیشنمونههای پلاستیکی یا فلزی در فرایند طراحی اجزایی جدید از یک محصول بزرگتر کاربرد دارد. با اینحال، میتواند در ساخت یک محصول کامل برای ارائه به مشتریان نیز به کار آید. از پرینت سه بعدی می توان در صنایع مختلفی از ساخت اسباب بازیهای خاص گرفته، تا آشپزی، خودروسازی، هوافضا، طلا و جواهر، پزشکی، دندان پزشکی، عمران، معماری، هنر و دکوراسیون، قطعه سازی و غیره استفاده کرد.
انواع پرینترهای سه بعدی
پرینترهای سه بعدی، انواع مختلف و تکنولوژیهای متفاوتی دارند. این تفاوتها بیشتر به خاطر تفاوت در کاربردها حاصل شده است. شاید در کل جهان بالغ بر ۱۸۰ نوع پرینتر سه بعدی وجود داشته باشد که هر روز به تعداد آن ها هم اضافه میشود. تقسیم بندی تکنولوژی های پرینترهای سه بعدی هم تقریباً کار پیچیده ای محسوب می شود. چرا که هر روز می توان شاهد روش ها و تکنولوژی های جدید با کاربردهای متفاوت آن ها بود. همچنین منابع مختلف، پرینت سه بعدی را گاهاً به صورت متفاوت تقسیم بندی کرده اند. در هر صورت، در این نوشته، دسته بندی پرینترهای سه بعدی به صورت زیر انجام گرفته است:
۱- پرینترهای سه بعدی فیلامنتی (Material Extrusion)
این تکنولوژی با استفاده از ذوب فیلامنت و رشته پلاستیک عمل می کند. حجم ساخت معمولاً کوچک است، البته نمونه های بزرگ از این تکنولوژی نیز در جهان طراحی شده است. سرعت پرینت بسیار پایین بوده و آهسته ترین تکنولوژی پرینت سه بعدی محسوب می شود. پرینتر های سه بعدی FDM یا FFF ملقب به پرینترهای سه بعدی خانگی(پایه) از رایج ترین تکنولوژی های پرینت سه بعدی در جهان و کشور ما، از این تکنولوژی استفاده می کنند. این پرینترها مناسب برای شروع کار با پرینتر سه بعدی و ساخت قطعات خلاقانه است. مواد اولیه آن معمولاً از جنس پلاستیک PLA یا ABS است. میتوان از مواد اولیه انعطاف پذیر نیز در آن استفاده کرد.

۲- پرینترهای سه بعدی رزینی (Vat Photopolymerization)
دقیق ترین پرینترهای سه بعدی برای کاربردهای صنعتی و متداول، پرینترهای سه بعدی رزینی هستند. این پرینترها، مدل را از رزین مایع ایجاد می کنند. در این دسته بندی پرینتر سه بعدی SLA لیزری، پرینتر سه بعدی DLP پروژکتوری، پرینتر سه بعدی CLIP و پرینتر سه بعدی MSLA قرار می گیرند، همه تکنولوژی های نام برده شده جزء پرینتر سه بعدی رزینی محسوب میشوند اما هر کدام روش خاص خود را دارند. پرینتر سه بعدی رزینی بالا ترین دقت پرینت را دارد و در دسته بندی دقیق ترین پرینت های سه بعدی در جهان قرار دارند. از این نوع پرینترها، به توضیح بیشتر موارد زیر می پردازیم:
- پرینتر سه بعدی SLA
پرینتر سه بعدی SLA یا Stereolithography یا استریولیتوگرافی یکی از زیر مجموعه های پرینترهای سه بعدی رزینی است که به صورت کلی از رزین مایع حساس به فرابنفش بهره می برد. این بدین معنی است که قطعات تولید شده با این تکنولوژی از جنس پلیمر هستند. این پرینترها در ایران نیز متداول هستند.

در پرینترهای سه بعدی SLA لیزری جهت هدایت پرتو لیزر و اصابت آن به رزین مایع حساس به فرا بنفش از سیستم هدایت اسکن هد لیزر استفاده می شود. از این رو دقت پرینت در پرینترهای سه بعدی SLA لیرزی بستگی به کیفیت فکوس بیم لیرز و سیستم هدایت پرتو و دقت گالوانومترها استفاده شده در دستگاه دارد.
روش کار پرینتر سه بعدی SLA به این صورت است که با حرکت نور لیزر فرابنفش، در محفظه رزین یک لایه سخت می شود، سپس صفحه ساخت بسته به نوع روش پرینت در دستگاه مورد استفاده، به میزان یک لایه درون محفظه ساخت فرو یا بالا می رود.
در کل این نکته را باید مد نظر داشت این تکنولوژی فقط با مواد پلیمری حساس به نور کار می کند.

با اینکه این تکنولوژی جزو اولین تکنولوژی های پرینت سه بعدی رزینی در جهان است اما سرعت این پرینترها، بسیار پایین تر از سرعت دیگر پرینترهای سه بعدی رزینی است. در واقع سرعت پرینترهای سه بعدی SLA لیزری به گونه ای است که هرچه تعداد مدل هایی که شما برای پرینت قرار داده اید زیادتر می شود زمان پرینت نیز طولانی تر خواهد شد.
معایب شاخص پرینترهای SLA از قرار زیر است:
- سرعت پرینتر سه بعدی SLA لیزری ۱۰ تا ۲۰ برابر کمتر از پرینترهای سه بعدی DLP و MSLA است.
- عمر کم منبع لیزر فرابنفش در پرینترهای سه بعدی SLA لیزری حدود ۱۰ هزار ساعت است که در مقابل عمر پرینترهای DLP صنعتی ۴ برابر کمتر است.
- دقت پرینت نسبت به قیمت دستگاه های عرضه شده با این تکنولوژی به نسبت گران است. زیرا دقت پرینت پایین و هزینه خرید بالا است.
- پرینتر سه بعدی DLP
پرینتر سه بعدی DLP از دیگر پرینترهای سه بعدی رزینی است. DLP مخفف Digital Light Processing نام فناوری است که در دستگاه های ویدیو پروژکتور استفاده شده است. این روش در واقع از یک ویدیو پروژکتور و یک سیستم مکانیکی ساخته شده اند. در پرینتر سه بعدی DLP از رزین مایع حساس به نور استفاده می شود. عملیات چاپ در چاپگرهای سه بعدی DLP به این صورت انجام می شود که پروژکتور در پایین دستگاه و در زیر ظرف رزین قرار می گیرد، و هر بار نرم افزار تصویر یک لایه (با ضخامت ۲۵ یا ۵۰ میکرومتر) را برای پروژکتور ارسال می کند و تابش نور از پروژکتور به سطح رزین موجب پخته شدن و شکل گیری آن می شود. در نهایت این عملیات تا آخرین لایه انجام می شود تا در نهایت لایه لایه اشکال دو بعدی برش خورده و به شکل سه بعدی مورد نظر ساخته یا تولید شوند.
تمام تکنولوژی پرینتر سه بعدی DLP بر پایه چیپ های DMD داخلی یک دستگاه پروژکتور است. اما از آن جایی که چیپ های DMD تکنولوژی بسیار پیشرفته ای محسوب می شوند و تنها در اختیار چند شرکت است، لذا سازندگان پرینترهای سه بعدی DLP توانایی ساخت آن را ندارند و از پروژکتورهای موجود در بازار که از تکنولوژی DLP بهره می برند. ساخت و کاربرد پرینتر سه بعدی DLP در ایران و جهان رواج زیادی دارد.
پرینترهای سه بعدی DLP با محدودیت هایی روبرو هستند. برای مثال گاهی نیاز به کالیبراسیون نور و تنظیم نور دارند. و یا عمر کم لامپ های UHP یا Ultra-high-performance lamp که در دستگاهای پروژکتور استفاده می شود و حدود هزار ۱۰۰۰ تا ۳۰۰۰ ساعت است. در صورت کم شدن شدت نور لامپ هر بار به تنظیمات نرم افزاری مجدد نیاز دارد.
در کل پرینترهای سه بعدی DLP بسیار کیفیت پرینت خوبی نسبت به پرینترهای سه بعدی SLA دارند.
- پرینتر سه بعدی CLIP و CDLP
این تکنولوژی مشهور به سریع ترین پرینتر سه بعدی جهان است و در ایران متداول نبوده و در انحصار شرکت Carbon 3D آمریکا است. پرینتر سه بعدی CLIP و CDLP با تکنولوژی پردازش نور مستقیم و پیوسته، دقیقاً مشابه همان پرینترهای سه بعدی DLP عمل می کند، با این تفاوت که صفحه ساخت در این فناوری مداوم از پایین شروع و به بالا حرکت می کند که باعث می شود سرعت ساخت بسیار بسیار بیشتر شود (۲۴ برابر سریع تر از تمام پرینترهای رزینی)، زیرا دیگر لازم نیست که دستگاه بعد از چاپ هر لایه عمل جداسازی طی کند و قطعه را از تانک رزین جدا کند.

این روش پرینت دقت بالایی برای ساخت جزئیات دارد و علاوه بر این سطوح بسیار صاف ایجاد می کند چرا که دقت لایه سازی در راستای محور z در پرینتر سه بعدی CLIP معادل ۱۰ میکرون است به همین دلیل استفاده های وسیعی در صنایع جواهر سازی، دندان سازی، پزشکی و صنعتی دارد.
کمپانی Carbon 3D این تکنولوژی را در انحصار خود دارد. این کمپانی یکی از قدرتمندترین توسعه دهندگان متریال رزین در جهان است.
- پرینتر سه بعدی MSLA
این تکنولوژی نوظهور به دلیل برتری هایی که نسبت به فناوری های قدیمی تر نظیر DLP و SLA دارد، امروز بسیار مورد توجه شرکت های آمریکایی و اروپایی قرارگرفته است. از ویژگی های برجسته تکنولوژی MSLA می توان به دقت چاپ بالاتر نسبت به پرینترهای سه بعدی DLP، قیمت مناسب و صرفه اقتصادی بلند مدت به دلیل عدم نیاز به قطعات مصرفی و گران اشاره کرد. در مدل های پیشرفته این پرینتر، حتی نیاز به کالیبر نور وجود ندارد. نوع تکنولوزی پرینترهای MSLA، استریولیتوگرافی پوششی معروف به LCD بیس است.

۳- پرینترهای سه بعدی پودری با ذوب و جوش پودر (Powder bed Fusion)
برخی از انواع پرینترهای سه بعدی پودری که با استفاده از ذوب و جوش پودر پلیمر یا فلز عمل می کنند، عبارتند از:
- پرینتر سه بعدی SLM
پرینتر سه بعدی SLM یا Selective Laser Melting به معنای استفاده از لیزر جهت ذوب آلیاژ فلزات است. در واقع این تکنولوژی، پرینت سه بعدی مستقیم فلزات با استفاده از پودر آن ها است. نحوه عملکرد چاپگر سه بعدی SLM به این صورت است که در مرحله اولیه یک لایه نازک از پودر فلز مورد نظر بر روی محفظه ساخت قرار می گیرد. سپس یک بیم لیزر (یا چندین بیم لیزر) نقاطی را که در این تکنیک نیاز است چاپ شود (با ذوب نمودن پودر) به یک دیگر جوش می دهد. سپس یک لایه نازک دیگر بر روی این لایه قرار می گیرد و لایه بعدی چاپ می شود. این عمل تا زمانی که قطعه مورد نظر کاملا ساخته شود ادامه پیدا می کند.

کلیه این عملیات در یک فضای بسته خالی از اکسیژن و پر شده از گاز نجیب اتفاق می افتد. از آنجایی که هر آلیاژی از فلز نیاز به قدرت خاصی از لیزر جهت ذوب شدن و همچنین سرعت جوش کاری متفاوتی دارد، لذا شرکت های سازنده پرینترهای سه بعدی SLM جهت جلوگیری از پیچیدگی کار با دستگاه، پودر فلزات مشخصی را در طیف های مشخصی در اختیار مصرف کننده قرار می دهند. هر پودر دارای کد خاص خود می باشد که با اعلام آن به پرینتر سه بعدی، به صورت اتوماتیک قدرت لیزر و سرعت جوشکاری متناسب با آن تنظیم میگردد.

- پرینتر سه بعدی SLS
پرینتر سه بعدی SLS یا Selective Laser Sintering کاملاً همانند پرینتر سه بعدی SLM است. با این تفاوت که به جای پودر فلزات از پودر پلیمر استفاده می شود. این پودر پس از اصابت نور لیزر، سفت و سخت می شود. همچنین نوع لیزر به کار رفته در این تکنولوژی لیزرهای CO2 است که از این لحاظ با SLM متفاوت می باشد.

- پرینتر سه بعدی DMLS
پرینتر DMLS مشابه SLM پرینت سه بعدی مستقیم فلزات با استفاده از پودر آن ها است، با این تفاوت که SLM پودر را به صورت کامل ذوب می کند، در حالی که پرینتر سه بعدی DLMS آن را می پزد. بر خلاف تکنیک پرینت سه بعدی SLS، تکنیک های SLM و DMLS به ساپورت نیاز دارند تا تنش زمان پرینت را بر طرف کنند. لازم به ذکر است که DLMS در تکنولوژی ساخت افزایشی بهتر از SLM جواب داده است و قادر است قطعات بزرگتری را پرینت کند.

- پرینتر با تکنولوژی پرتاب چندگانه همجوشی Multi jet fusion) MJF)
تکنولوژی فوق یک تکنولوژی ترکیبی پودر مواد و اعمال انرژی است که توسط کمپانی HP ارائه شد. کیفیت پرینت در این تکنولوژی خوب و خواص مکانیکی قطعات بالا است، با توجه به پارامتر های تولیدی، خواص مکانیکی قطعات تولید شده در پرینتر سه بعدی مالتی جت فیوز و MJF در واقع مانند قطعات پرینترهای SLS است. با این تفاوت که قطعات رنگی با همان خواص مکانیکی تولید می کند. در واقع محدودیت های پرینترهای SLS را ندارد
- پرینتر سه بعدی EBM
EBM مخفف Electron Beam Melting نوعی از تکنولوژی است که به واسطه پرتاب الکترون عمل می کند، بدین گونه که الکترون های منتشر شده از کاتود EG به واسطه عدسی های الکترو مغناطیسی به سوی هدف نشانه گیری شده و بر روی سطح پودر فلز متمرکز می شوند. بدینگونه انرژی بالای الکترون ها موجب ذوب ذرات پودر فلز می شود. این پرینتر با هدف تسهیل و رفع معایب فرایند تولید مدلهای سه بعدی که از طریق روشهای پرینت سه بعدی DMLS و SLM تولید میشوند، طراحی شده است. پرینت سه بعدی الکترونی EBM پتانسیل ساخت و تولید اشیاء و سازه های کاربردی صنعتی را از انواع فلزات خاص یا آلیاژی ترکیبی دارد. هدف از به کارگیری این تکنولوژی، ساخت قطعات فلزی از انواع آلیاژهای مختلف و سوپر آلیاژ، ساخت قطعات فلزی فوق دقیق و پیچیده و نیز تولید قطعاتی فلزی با دانسیته عالی است.
در پرینترهای EBM، یک لایه بسیار نازک از پودر توسط بیم الکترون در تقاط دلخواه به یکدیگر جوش داده می شوند و سپس یک لایه بسیار نازک دیگر روی آن قرار می گیرد، این عمل آنقدر ادامه پیدا می کند تا کل قطعه در محفظه پودرها ساخته شود.
۴- پرینتر سه بعدی بایندر جتینگ (Binder Jetting)
پرینترهای بایندر جتینگ نوعی پرینتر سه بعدی است که ساز و کاری شبیه پرینتر دو بعدی جوهر افشان دارد. در این پرینتر عاملی چسبان (Binder Agent) بر روی ماده اولیه به صورت انتخابی اعمال میشود و سازه به صورت لایه به لایه تشکیل میشود.
در پرینترهای سه بعدی بایندر جتینگ، مواد (معمولاً چسب مخصوص و یا حلال) از طریق هد بر روی پودرهای روی صفحه پاشیده شده و شکل یک لایه را پدید می آورند. جنس لایه با توجه به نوع تکنیک پرینت می تواند مواد مواد پلیمری، شن، فلز و … باشد. سپس عملیات لایه ریزی مجدداً صورت گرفته و لایه بعدی چاپ می شود. این روند تا زمانی که قطعه به طور کامل ساخنه شود ادامه می یابد.
تکنولوژی Binder Jetting را به طور کلی و خلاصه می توان تکنولوژی پاشیدن چسب بر روی پودر شن یا فلز نامید. این عملیات به این صورت انجام می شود که پاشش چسب موجب کنار هم قرار گرفتن ذرات ماسه یا فلز می شود تا لایه دو بعدی را تشکیل دهد.

پرینت بایندر جتینگ را تکنولوژی پرینت غیر مستقیم نیز می نامند، چرا که قطعه یا قالب چاپ شده، پس از چاپ نیز نیاز به عملیاتی برای تکمیل شدن و در واقع قابل استفاده بودن دارد. به عنوان مثال در حالت استفاده از پودر فلزات، پس از چاپ اولیه، قطعه را در تنوری قرار می دهند. سپس پودر فلزی مانند برنز را در کنار آن و در دستگاه مخصوص می گذارند تا به حالت مایع درآید و جذب قطعه شود و حفره های خالی آن را پر کند. به این ترتیب جسم سه بعدی چاپ شده قابل استفاده می شود، چرا که قبل از این مرحله، قطعه بسیار شکننده است.
در حالت ساخت قالب های ماسه ای نیز، پاشش چسب به لایه هایی از ماسه ها در دانه بندی های میکرونی صورت می گیرد. این عملیات در واقع با استفاده از مواد چسب و فیلر ماسه (صنعتی یا طبیعی) عملیات چسب کاری را انجام داده و قالب های فوق پیچیده ماسه ای را با مقاومت حرارتی و سختی بالا در ریزولوشن dpi 600 تولید می کند. این تکنولوژی، چاپ سه بعدي قالب های ریختگری تکباره ماسه ای نامیده می شود.
تکنولوژی چاپ قالب های ماسه ای در چند سال اخیر در دنیا مورد توجه بسیاری از صنعت گران قرار گرفته است. این سیستم در سال ۲۰۰۵ از طرف شرکت EX one به ثبت رسیده و اولین پرینتر سه بعدی تجاری از این نوع در سال ۲۰۰۹ وارد بازار شد.
قالب های ماسه ای تولید شده با این چاپگرها برای ریخته گری انواع فلزات آلومینیوم و حتی فولاد كاربرد گسترده ای دارد. از همین رو، از پرینتر سه بعدی Binder Jetting (نوع تولید قالب ماسه ای) می توان با هدف تسهیل روش های تولید قالب های ریخته گری از طراحی تا ساخت استفاده کرد تا بتوان قالب های ماسه ای فوق دقیق و پیچیده ای تنها با روش چاپ دیجیتالی تولید کرد.
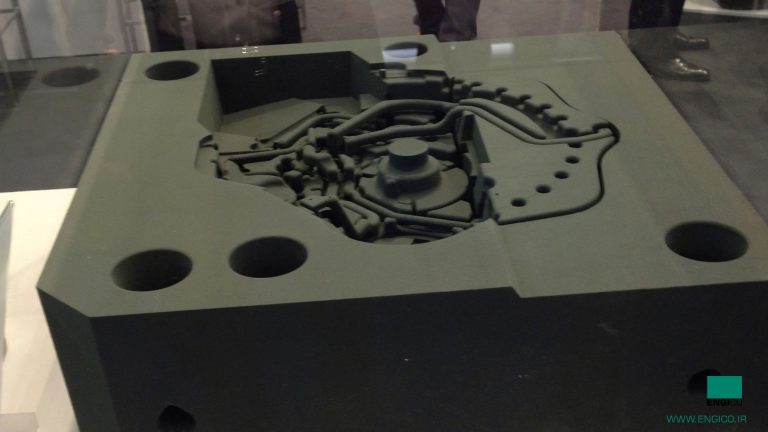
قالب ریخته گری چاپ شده
پرینتر های سه بعدی بایندر جتینگ به سه دسته اصلی تقسیم می شوند که هر کدام کاربرد تخصصی خود را دارد:
دسته اول: پرینتر های بایندر جت که برای تولید قالب های شنی برای ریخته گری فلزات کاربرد دارند.
دسته دوم: پرینتر های بایندر جت که برای تولید غیر مستقیم محصولات فلزی کاربرد دارند.
دسته سوم: پرینتر های بایندر جت که برای تولید مدل های تمام رنگی کاربرد دارند.
در نوشته زیر از عصر مواد شما می توانید ویدیویی دیدنی از ساخت قالب ماسه ای با پرینت سه بعدی و سپس ریخته گری بلوک موتور آلومینیومی در آن را مشاهده بفرمایید.
ویدیویی دیدنی از ساخت قالب ماسه ای با پرینت سه بعدی برای ریخته گری بلوک موتور

۵- پرینترهای سه بعدی پاشش متریال جتینگ (Material Jetting)
پرینترهای سه بعدی متریال جتینگ با پاشش انواع پلیمر یا فلز عمل می کنند. برخی از انواع این پرینترها عبارتند از:
- تکنولوژی پرینتر سه بعدی poly jet یا multijet modeling
در این تکنولوژی مواد فتوپلیمر (حساس به نور UV) از طریق هد بر روی صفحه ساخت پاشش می شوند و سپس توسط نور UV به سرعت خشک می شوند، در ادامه لایه بعدی بر روی لایه قبلی قرار می گیرد و خشک می شود. این عمل تا زمانی ادامه دارد که قطعه به طور کامل ساخته شود.
پرینترهای MJM به دلیل تکنولوژی خاص خود ابعاد کوچکی دارند، به طوری که بزرگ ترین پرینتر MJM ساخته شده، ابعادی به اندازه ۳۰ سانتی متر در ۳۰ سانتی متر دارند. بنابراین شاید عیب اصلی این سیستم نداشتن توانایی چاپ قطعات بزرگ می باشد.
مزیت اصلی این سیستم دقت فوق العاده چاپ آن می باشد. به طوری که توانایی چاپ لایه هایی با قطر ۱۶ میکرون تا ۰٫۲ میلیمتر را دارد. این به این معنا است که در مقایسه با پرینترهایی مانند SLS یا SLM چندین برابر دقت بالاتری دارد. بنابراین کاربرد این پرینترها برای چاپ قطعاتی که فوق العاده نیاز به دقت بالایی دارند یا قطعاتی که نیاز به ساخته شدن با چندین مواد مختلف دارند مورد استفاده قرار می گیرد.
شاید جالب ترین کاربرد این پرینترها در ساخت اعضای مصنوعی بدن مانند بینی و گوش در پزشکی است. به صورتی که با رنگ و نرمی بسیار طبیعی ساخته می شود.
- تکنولوژی پرینتر سه بعدی NPJ ،NanoParticle Jetting
پرینتر سه بعدی NPJ با تکنولوژی پرتاب ذرات نانو یا Nano Particle Jetting ساخته شده است. در این تکنولوژی ذرات فلز ساخت یا ذرات مواد ساپورت به صورت نانو با یک نوع مایع ترکیب شده و به صورت کارتریج در دستگاه قرار می گیرد. این مایع حاوی ذرات نانو توسط نازل های بسیار کوچکی به سمت سینی ساخت پرتاب می شوند تا یک لایه بسیار نازک تشکیل شود. دمای حاضر در اتاقک ساخت موجب می شود تا مایع بخار شود تا در نهایت یک لایه بسیار نازک از ذرات نانو فلز باقی بماند که در واقع بک لایه از قطعه را تشکیل می دهد.
از مزیت های اصلی این تکنیک می توان به دقت، سطح صیقلی قطعات جاپ شده و توانایی چاپ بی عیب و نقص هرگونه جزئیات، ساخت یک قطعه با مواد و رنگ های گوناگون و شاید مهم تر از همه اینکه قطعه خروجی این نوع پرینتر سه بعدی یک نمونه واقعی و کاربردی خواهد بود نه صرفاً یک مدل. ایراد اصلی استفاده از این تکنیک هزینه های بالای آن است.
- تکنولوژی پرینتر سه بعدی DOD یا Drop On Demand
پرینتر سه بعدی DOD نوعی تکنیک پرتاب مواد با استفاده از هد محسوب می شود. پرینترهایی که از این روش استفاده می کنند معمولاً از ۲ هد، یکی برای پرتاب مواد قطعه و دیگری برای پرتاب مواد ساپورت استفاده می کنند. مانند دیگر تکنیک های مشابه عملیات چاپ به صورت لایه به لایه و در هر لایه به صورت خطی انجام می شود تا قطعه ساخته شود. این نوع پرینترها معمولاً دارای یک تیغه تیز هستند، پس از آن که لایه چاپ شد. این دستگاه تیغه را از روی سطح لایه عبور می دهد تا سطحی صاف برای چاپ لایه بعدی داشته باشیم.
۶- پرینترهای سه بعدی ذوب با انرژی مستقیم (Direct Energy Deposition)
از جمله پرینترهایی که با تکنولوژی ذوب با انرژی مستقیم کار می کنند می توان به موارد زیر اشاره کرد:
- تکنولوژی پرینتر سه بعدی LENS
این متد از هد لیزی (با قدرتی بین ۵۰۰ تا ۴۰۰۰ وات)، نازل های پودر و گاز عایق (برای داخل محفظه ساخت) تشکیل شده است. در این روش قطعه بر روی یک شیت فلزی (که خود بخشی از قطعه نهایی می شود) قرار می گیرد. عملیات چاپ لایه با پرتاب پودر توسط نازل ها و ذوب شدن توسط لیزر در نقطه تلاقی صورت می گیرد. و سپس عملیات جامد سازی لایه انجام می شود. این عمل آنقدر تکرار می شود که قطعه مورد نظر به طور کامل ساخته شود. از این تکنیک برای ساخت قطعاتی جنس تیتانیوم، استیل و دیگر فلزات استفاده می شود. از این نوع پرینترها معمولاً در صنایع سنگین استفاده می شود.
- تکنولوژی پرینتر سه بعدی EBAM
این متد از هد پرتاب الکترون، نازل های پودر و محفظه خلاء (برای داخل محفظه ساخت) تشکیل شده است. فرایند پرینت در این روش مشابه پرینترهای LENS است ولی بیم الکترون نسبت به لیزر کارایی بیشتری داشته و همچنین می توان از آن در فضای خلا استفاده نمود. مزیت این روش این است که می توان از آن برای ساخت قطعات در فضا استفاده کرد.
۷- پرینترهای سه بعدی لایه های ورقه ای (Sheet Lamination)
از جمله پرینترهایی که با تکنولوژی لایه های ورقه ای کار می کنند می توان به پرینتر سه بعدی LOM اشاره کرد. تولید اشیاء لایه ای (Laminated Object Manufacturing) یا به اختصار LOM به وسیله شرکت Helisys واقع در کالیفرنیا پایه گذاری گردید. در این روش لایه های چسبناک کاغذ، پلاستیک و حتی ورقه های نازک فلز توسط حرارت و فشار به هم جوش می خورند.

دستگاه LOM از یک ورقه پیوسته از متریالی مانند پلاستیک، کاغذ یا فلز (که چندان معمول نیست) استفاده می کند که در داخل محفظه ساخت توسط یک غلتک تغذیه کشیده می شود. متریال های پلاستیک و کاغذ اغلب دارای روکش چسب هستند. برای شکل دادن به شی، غلتک حرارتی از روی ورق متریال رد شده و با این کار باعث ذوب شدن چسب و پرس کردن آن روی پلتفرم می شود. سپس یک لیزر یا تیغی که توسط کامپیوتر کنترل می شود، متریال را به الگوهای دلخواه برش می دهد. همچنین لیزر هر گونه متریال اضافی را در یک الگوی مورب برش می دهد و این کار باعث می شود که جدا کردن جسم پس از پایان پرینت راحت تر صورت بگیرد.
پس از این که یک لایه ساخته شد، بستر چاپ به اندازه ضخامت معمول یک لایه پایین می آید. سپس متریال جدید در داخل محفظه ساخت حرکت کرده و دوباره از زیر غلتک حرارتی رد شده و لایه جدید بر روی لایه قبلی ساخته می شود. این فرایند تا زمانی که جسم کاملاً ساخته شود تکرار می شود.
لازم به ذکر است که در ایران، معمولاً پرینترهای سه بعدی FDM، SLM، SLA، MSLA، DLP، SLS و Binder Jetting کاربرد بیشتری دارند.
ساپورت در پرینت سه بعدی چیست؟
اجازه بدهید این موضوع را با ذکر مثال بیان کنیم:
فرض کنید شما دستور چاپ T لاتین را به ماشین پرینتر خود داده اید. این حرف در حال چاپ شدن لایه به لایه ستون خود است تا اینکه به قسمت بالایی صلیبی شکل می رسد. در این وضعیت از آن جایی که لایه زیرینی یا پایه وجود ندارد تا صلیب تی شکل را تکمیل کند، لذا در صورت ادامه عملیات چاپ باعث ریزش مواد بر روی سطح چاپ می شود. بنابراین در این مرحله نقش ساپورت یا حمایت کننده مشخص می شود تا اجازه ندهد این اتفاق بیفتد و در نتیجه عملیات چاپ به درستی تکمیل شود.
تکنیک ساپورت زنی برای هر کدام از تکنولوژی های چاپ سه بعدی متفاوت است. مثلاً در تکنولوژی FDM از چاپ پایه های کوچک برای این منظور استفاده می شود تا لایه های بالایی روی آن قرار بگیرد یا از یک هد و ماده دیگری (پلمیر قابل حل شدن در آب) جهت این امر استفاده می شود.
در تکنولوژی های SLM ،DMLS و EBM بحث ساپورت زنی بسیار مهم تلقی می شود. چرا که در این تکنولوژی ها از فلز و عملیات جوش کاری استفاده می شود لذا در کوچک ترین قسمت ها از ساپورت استفاده م یشود و در صورت عدم استفاده، جسم در حال چاپ شکل اصلی خود را از دست می دهد. در تکنولوژی پرینترهای سه بعدی رزینی چاپ ساپورت ها به مانند شاخه های درخت زیر و اطراف مدل قرار می گیرند.
در تکنولوژی های مانند Binder Jetting، به علت وجود پودر در زیر هر لایه نیازی به ساپورت زنی نمی باشد.
منابع:
در تهیه این نوشته، مطالب منتشر شده در وب سایت های انجیکو، ۳DROOZ و نوشته آقای محمدصادق مجدی، ۳dpe و پرینت سه بعدی، بدون تغییر و یا با اندکی ویرایش استفاده شده است.

برخی نوشته های مرتبط در عصر مواد:
- ویدیویی دیدنی از ساخت قالب ماسه ای با پرینت سه بعدی برای ریخته گری بلوک موتور
- ساخت جواهرات طلا با پرینت سه بعدی مدل و ریخته گری به روش Lost Wax
- ویدیویی دیدنی از ساخت ماهیچه ریخته گری ماسه ای با پرینت سه بعدی
 |
 |
 |
 |


با تشکر از مطلب مفید با عنوان جذابتون. مطالبی رو درباره روش های مختلف پرینت جمع آوری کردم که مطالعه اون برای دنبال کردن این اطلاعات میتونه مفید باشه:
yanapart.ir