یاتاقان ها از اجزای ضروری ماشین های مختلفی نظیر کمپرسورها، پمپ ها، توربین ها، موتورهای احتراق داخلی، خودروها و انتقال دهنده های مکانیکی به شمار می روند. چرخ دنده ها، چرخ ها و شفت (محور) ها از جمله اجزای یک ماشین هستند که به وسیله یاتاقان ها در محل استقرار خود نصب شده و در مقابل اصطکاک و فرسایش محافظت می شوند. در واقع یاتاقان ها به حرکت دو جزء در یک یا چند جهت با حداقل نیروی اصطکاک کمک می کنند، حرکت های شعاعی را محدود و حرکت های دورانی را حمایت می کنند.

یاتاقان ها دو نوع عمده دارند که عبارتند از:
- یاتاقان های لغزشی: در یاتاقان های لغزشی، بین سطوح حرکت لغزشی وجود دارد. بوش هایی که وظایف یاتاقانی دارند، از جمله یاتاقان های لغزشی هستند.
- یاتاقان های غلتشی: در یاتاقان های غلتشی، بین سطوح غلتش وجود دارد و این امر با استفاده از اجسام غلتان کروی و غیر کروی امکان پذیر است.
یاتاقان های غلتشی چهار عضو اصلی دارند که عبارتند از: دو حلقه یا رینگ بیرونی و درونی که قفسه یا کاسه هم نامیده می شوند، ساچمه (توپی) ها و یا رولر (غلتک) هایی که بین دو رینگ می غلتند و جداساز اجزای غلتشی. با وجود اینکه جداساز می تواند از سایش اجزای غلتشی بر روی هم جلوگیری کند، در برخی یاتاقان ها ممکن است استفاده نشود.
به یاتاقان های غلتشی با ساچمه های کروی بلبرینگ (Ball bearing) و به یاتاقان های غلتشی با ساچمه های غیر کروی رولبرینگ یا رولربرینگ (Roller bearing) می گویند. غلتک های رولبرینگ ها به شکل های استوانه ای، مخروطی، بشکه ای و سوزنی هستند.
اجزای بلبرینگ ها و رولبرینگ ها شامل رینگ ها و اجسام غلتان (ساچمه و غلتک ها) را از جنس فولادهایی می سازند که به آن ها فولادهای بلبرینگ و رولبرینگ می گویند، سپس با عملیات حرارتی، ساختار فازی و سختی مناسبی در آن ها ایجاد می کنند. این قطعات به صورت سنگ زنی و پولیش شده مورد استفاده قرار می گیرند.


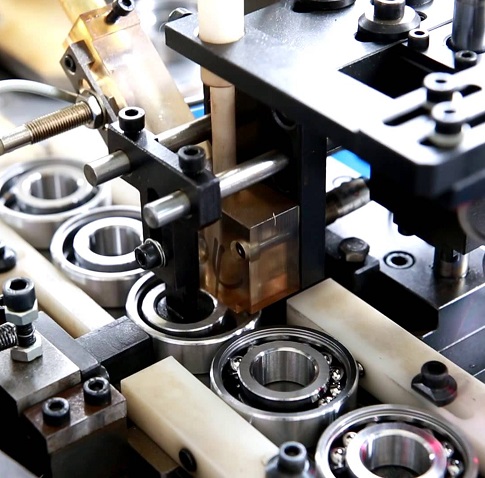
اجزای بلبرینگ و رولبرینگ
ماده اولیه جهت تولید ساچمه ها یا غلطک ها، حلقه های بلبرینگ یا رولربیرینگ عبارتند از مفتول ها، لوله ها، مواد نورد شده و مواد فورج شده. حلقه های با اندازه متوسط و کوچک به وسیله ماشین های تراش یک یا چند محور، به طور اتوماتیک ماشین کاری شده و حلقه های بزرگ به وسیله ماشین های فرز و داخل تراش ماشین کاری می شوند. بعد از انجام عملیات ماشینکاری بر روی قطعات، عمليات حرارتی انجام می گیرد تا سختی و استحکام مطلوب حاصل آید. در این فرایند حلقه ها به وسیله سوخت گازی یا الکتریسیته درون کوره های مداوم یا غیر مداوم تا بالای ۸۰۰ درجه سانتیگراد حرارت دیده و در روغن یا حمامی از نمک به طور سریع و کنترل شده سرد می شوند. جهت از بین بردن تردی و افزایش چقرمگی، قطعات تحت عملیات حرارتی ثانویه ای بازگشت داده می شوند (سختی به دست آمده از این روش در محدوده ۶۰-۶۶ راکول C می باشد. پس از عملیات حرارتی وجوه جانبی داخلی و خارجی سنگ زده شده و به وسیله سنگ زنی دقیق صیقل داده شده و پرداخت می گردند.
اجزاء غلتشی (ساچمه ها و غلطک ها ابتدا به شکل سیم یا مفتول می باشند. تحت فرایند ویژه ای سیم یا مفتول به وسیله یک پرس به قطعات کوچک بریده می شود و سپس به وسیله دستگاه پرس مابین قالب فشرده شده و به شکل ساچمه با غلطک خام در می آید. غلطک های بزرگ نیز به وسیله ماشین کاری (تراشکاری) تهیه می شوند. زاویه ایجاد شده در فرایند پرسکاری به وسیله قرار گرفتن ساچمه مابین دیسک های ساینده حذف می گردند. به وسیله سنگ زنی و دستگاه غلتشی قطر ساچمه کاهش داده می شود، گردی مورد نظر به دست آمده و سطح مناسب ایجاد می گردد (در دستگاه غلتشی اجزاء به وسیله یک محفظه استوانه شکل افقی ساییده می شوند). بعد از عملیات سخت کاری و بازگشت، عملیات پرداخت کاری بیشتر انجام می پذیرد. سپس اجزاء غلتشی به وسیله یک عامل پرداخت کننده مناسب صیقل داده شده و در نهایت این اجزاء بر طبق قطرشان درجه بندی می گردند.
جداساز اجزای غلتشی نیز از طریق کشش عمیق نوارهای فولادی یا برنجی و یا به وسيله ماشینکاری و پرس از لوله ها ایجاد می گردند. تولید این جداساز شامل یک سری از عملیات های پرس کاری یا سایر فرایندهای ماشین کاری و اتصالات (نظير نقطه جوش) می باشد.
در نهایت اجزاء مختلف روی یکدیگر مونتاژ شده و بلبرینگ یا رولربرینگ کامل می گردد. قطعه تکمیل شده نهایی در حین چرخش مورد آزمایش صدا قرار گرفته و دقت ابعاد داخلی و خارجی، صافی سطوح و عملکرد قطعات مورد آزمون واقع می گردند.

مطالب مشابه:
- فولادهای بلبرینگ و رولبرینگ
- نگهداری، تعمیرات و چرخه عمر یاتاقان ها
- ویدیویی از فرایند ساخت بلبرینگ در کارخانه ZEN آلمان
 |
 |
 |
 |



برای نوشتن دیدگاه باید وارد بشوید.